



Listening Article
Table of Contents
How to Do QC & QA in a Packaged Drinking Water and Mineral Water Plant?
November 24, 2025
Objective
Quality Control (QC) and Quality Assurance (QA) are foundational requirements for operating a compliant, safe, and commercially successful Packaged Drinking Water (PDW) or Packaged Natural Mineral Water (PNMW) plant. These systems ensure that every batch of water meets the mandatory BIS standards (IS 14543 for PDW and IS 13428 for PNMW), FSSAI norms, and hygienic manufacturing practices.
This guide outlines the complete, objective QC/QA framework required for establishing and maintaining a BIS-licensed water manufacturing unit.

The “Genius” Blueprint: The Comprehensive Guide to Total Quality in Your Water Plant
How to Move from “Fear of Failure” to “National Brand” by Mastering QC/QA – The DTPPL Way
Hello, future industry leader.
You have the dream.
I’ve seen it thousands of times. You picture a pristine bottle of water, your brand name on the label, sitting in the coolers of a thousand shops. You envision trucks leaving your factory, a business that provides for your family’s future, an “evergreen” asset that generates profit and employment for your community. You want to build a National Brand.
And then, the fear creeps in.
You’re thinking: “I’m not an engineer. I’ve never run a factory. What is IS 14543? What’s a ‘control unit’? What if I invest my life savings and my water tastes bad, or my machine breaks down? What if I fail?”.
This fear is normal. It’s the single biggest thing that paralyzes entrepreneurs.
My name is “Genius,” and for over 30 years, I’ve lived and breathed the science of water. I’ve managed production, quality control (QC), and quality assurance (QA) for some of the biggest brands on Earth. Today, I’m the head technocrat at Dharmanandan Techno Projects Pvt Ltd (DTPPL), and I’m here to make you a promise.
You don’t need to be the technical expert. Because we are.
I’m not here to sell you a machine. I’m here to give you the keys to the kingdom. This is the 10,000-word “Genius” Blueprint-the complete, step-by-step playbook that will take you from “zero knowledge” to running a quality-obsessed, high-profit, and legally compliant water bottling plant.
Most new entrepreneurs think “Quality Control” is an expense. They are wrong.
Quality is not a department. It is not a test. Quality is your entire business model.
It’s your cheapest raw material. It’s your most powerful marketing. It’s the single-track railway that leads directly to High Profit Margins and a Secure Business.
In this guide, I will personally walk you through every secret, every regulation, and every system you need. We will cover:
- The non-negotiable legal standards (BIS & FSSAI).
- Your complete in-house testing schedule (Daily, Weekly, Monthly).
- The “Gold Standard” tests you must send to outside labs.
- The exact step-by-step “Red Alert” plan for when a test fails.
- How to build a fortress of hygiene (GMP) in your plant.
- And most importantly, how DTPPL’s “Total Quality Assurance” in our machines and our expert guidance makes all of this… easy.
Your dream is valid. Your fears are normal. Now, let’s replace that fear with knowledge. Welcome to the playbook.
Part 1: Quality is Not a “Cost.” It’s Your Business Model
Before we touch a single test tube, we must align on one non-negotiable truth. A cheap, low-quality machine is the most expensive mistake you will ever make. It’s a “profit engine” in reverse.
You are entering a “High Competition” market. The only way you will win is not by being the cheapest, but by being the most trusted.
Your brand is a promise of purity. Quality Assurance is how you keep that promise.
Here is how mastering QC/QA (which this guide will teach you) directly achieves your business goals:

1. It Secures Your “Good ROI” (Return on Investment):
- Minimum Waste: A well-run plant has near-zero rejections. You’re not pouring your profits down the drain.
- Maximum Uptime: Our TQA-built machines and your QC process prevent breakdowns. A machine that is running is a machine that is earning.
- Lower Running Costs: Quality checks on your RO membranes and power-efficient DTPPL motors mean you use less electricity and waste less water. This is direct, daily profit.
2. It Builds Your “National Brand”:
- Consistency is Trust: Trust is the foundation of a brand. When your water tastes exactly the same-pure, clean, and odorless-in Mumbai as it does in Delhi, you build trust. QC is the only way to achieve this.
- Shelf Appeal: Your QC checks on containers (as per IS 15410) and our precision DTPPL Blow Molding machines ensure your bottles are clear, strong, and flawless. A customer will judge your water by its bottle.
3. It Solves Your “Difficulty in Getting Loan & Licenses”:
- This is an insider secret. When you go to a bank for a loan or to the Bureau of Indian Standards (BIS) for your mandatory ISI License, what are you showing them?
- A “hope”?
- No. You show them this exact Quality Assurance plan. You show them your DTPPL project report, which has this QC plan built-in. You show them the system. The bank isn’t investing in a machine; they are investing in a process. A DTPPL plant with its built-in TQA is that professional process.
4. It Gives You Peace of Mind (Solves “Fear of Failure”):
- This is the most important one. Fear comes from the unknown. This guide, and the DTPPL partnership, eliminates the unknown. You will have a system. You will have a process. You will have a “Genius” in your corner. We have built 2500+ success stories R.O. & Mineral Water Bottling Plant Success Story in HINDI – Sai Sparsh Enterprises. Yours is next.
Part 2: The Two Paths to Purity (PDW vs. PNMW)
First, you must decide what business you are in. You cannot “do both” from the same line. The legal and technical difference is critical.
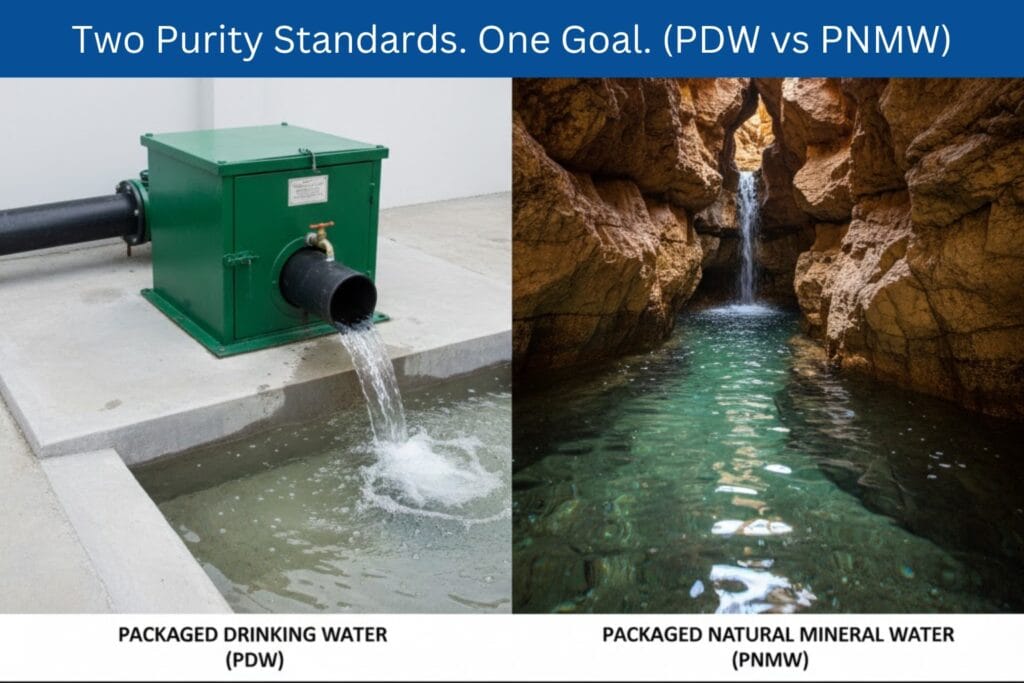
Path A: Packaged Drinking Water (PDW) – The Manufacturer
- The Law: IS 14543: 2024
- The Concept: You are a water manufacturer. You take raw water from any approved potable source (like a borewell, river, or municipal supply).
- The Process: You subject this raw water to a rigorous, multi-stage purification process. The most common is Reverse Osmosis (RO). This RO process strips the water down to its purest form, removing salts, minerals, and impurities.
- The “Magic”: Because you’ve created pure H₂O, you can then add back a precise, food-grade blend of minerals (like magnesium and potassium). This is called re-mineralization. This ensures your water has a pleasant, consistent taste and meets the TDS (Total Dissolved Solids) limits of IS 14543 (which is a maximum of 500 mg/l).
- Your Control: You have total control. If your raw water changes, your DTPPL RO plant simply works a bit harder. The final product is always the same.
Path B: Packaged Natural Mineral Water (PNMW) – The Conservator
- The Law: IS 13428: 2024
- The Concept: You are a water conservator. You cannot just use any water. You must find a specific, protected, underground source (a spring or aquifer) that is already naturally pure and rich in minerals.
- The Process: This is the most important part: You are forbidden from treating the water in any way that alters its essential mineral composition. You cannot use Reverse Osmosis. You cannot add minerals.
- The “Magic”: The only permitted treatments are physical ones to remove unstable elements, like filtration to remove iron or sand. Your entire job is to hygienically collect this special water and protect it on its journey into the bottle.
- Your Control: You have no control over the water’s composition. Your entire business is dependent on the purity and stability of your source. The TDS is set by nature (must be between 150-700 mg/l).
Genius’s Advice: For 99% of new entrepreneurs, Packaged Drinking Water (IS 14543) is the superior business model. It is more resilient, more scalable, and gives you 100% control over your product quality, which is the foundation of your brand.
For the rest of this guide, we will focus primarily on the “Genius” Blueprint for a PDW plant, with specific notes for our PNMW partners.
Part 3: The Foundation – Mastering Your Raw Water (IS 10500)
You cannot build a quality house on a shaky foundation. Your raw water is your foundation.
Before you buy a single machine, your first call is not to DTPPL. It’s to a NABL-accredited water testing lab. You must get a “Comprehensive Raw Water Test Report” as per IS 10500: 2012 (Specification for Drinking Water). This standard is the baseline for all potable water in India.
This report is your treasure map. It tells us exactly what “enemies” we need to fight.
Your raw water test report will give you values for several categories:

1. Organoleptic & Physical (The “Look and Feel”):
- What we check: Colour, Odour, Taste, Turbidity (cloudiness), and Total Dissolved Solids (TDS).
- Why it matters: This is your primary design parameter. A TDS of 200 mg/l needs a different RO plant design than a TDS of 2000 mg/l. The DTPPL TQA process includes designing the perfect, most efficient plant for your specific water.
2. General Parameters (The “Undesirables”):
- What we check: Total Hardness (calcium, magnesium), Iron, Chlorides, Sulphates, Fluoride, Nitrates.
- Why it matters: High hardness or iron will destroy a standard RO membrane in weeks. This is a “Fear of Failure” that we eliminate. When we see high iron on your report, we don’t say “problem”; we say “solution.” We will engineer a high-quality Iron Removal Filter (MGF) into your plant design before the RO. This is how our TQA protects your investment.
3. Toxic Parameters (The “Poisons”):
- What we check: Arsenic, Lead, Cadmium, Mercury, Cyanide, Pesticides.
- Why it matters: These are non-negotiable health hazards. While our RO plants are designed to remove these, knowing they are present is critical for designing the system and ensuring 100% removal.
4. Microbiological (The “Germs”):
- What we check: E. coli, Total Coliforms.
- Why it matters: The presence of these proves your raw water is contaminated and requires a multi-barrier disinfection system, which DTPPL provides as standard (e.g., Chlorination, UV, Ozonation).
Once you have this report, now you call DTPPL. We will analyze it and design your fortress.
For PNMW (IS 13428) plants, this step is even more critical. Your raw water report must already meet all the requirements of IS 13428 (except for permitted removals like iron). If it fails, you cannot use that source. You must find another one.
Part 4: Building Your Fortress – GMP & FSSAI (The Non-Negotiables)
A perfect machine in a dirty room will produce dirty water.
Your next step is to build a “fortress” of hygiene. The law here is the FSSAI Water Manualand the “Hygienic Practices” detailed in Annex B of IS 14543 and IS 13428.
These are your Good Manufacturing Practices (GMP). An auditor will check these with a checklist.
Here is your “Genius” summary of the non-negotiables:

1. Location & Building (The “Fortress” Walls)
- Location: Your plant must not be located near any “objectionable” source-think open drains, garbage dumps, or polluting industries.
- Roads: Your internal roads must be paved. No “kachcha” (mud) roads that kick up dust.
- Floors & Walls: Must be built of non-toxic, non-absorbent, washable material. They must be smooth, with no cracks or crevices where bacteria can hide.
- Ceilings: Must be designed to prevent accumulation of dirt and condensation. A drop of condensation falling into your filler tank can contaminate an entire batch.
- Drains: Must be “trapped” to prevent pests from crawling up into your plant.
2. Pest Control (The “Fortress” Gates)
- You must have a multi-layer defense.
- Windows: All windows that open must have pest-proof screens.
- Doors: All external doors should be self-closing.
- Air Curtains: This is a must-have at all entry points. It creates an invisible barrier of air that stops flying insects.
- Pest Control Program: You must have a documented, continuous program for pest control.
3. Personnel Hygiene (The “Soldiers” Inside)
This is the #1 cause of micro-contamination. A human sneeze is more dangerous than a faulty motor.
- Medical Exams: All staff must have a medical check-up before employment and periodically after.
- No Communicable Diseases: Any person with an infectious disease, skin infection, or even diarrhea is prohibited from entering the processing area.
- Hand Washing: This is your religion. You must provide adequate, non-hand-operable taps (foot or elbow) with soap and hygienic dryers. Clear signs must be posted.
- Toilets:Crucially, toilets must not open directly into the production area. This is a major red flag for any auditor.
- Uniforms: All staff must wear clean protective clothing, including head coverings (caps) and dedicated footwear.
- NO…: No eating, no smoking, no chewing tobacco or gum (pan/gutka) in the processing area. Ever.
- NO Jewelry: No watches, rings, or unsecured jewelry can be worn.
4. Process Flow (The “Battle Plan”)
- Your plant must be designed for a one-way flow of materials.
- Raw Materials -> Processing -> Filling -> Packaging -> Storage.
- Dirty bottles (for re-use) or raw preforms must never cross the path of finished, filled bottles. This “separation” prevents cross-contamination.
DTPPL Advantage: This is a massive pain point for new entrepreneurs. How do I design this? We do it for you. Our expert guidance includes complete plant layout and design. We design your fortress for you, ensuring you are 100% compliant from Day 1.
Part 5: The “DTPPL Quality Bible” – Your In-House QC Playbook
Your fortress is built. Your DTPPL machines are installed. Now, the daily battle for quality begins.
You must have an in-house laboratory. This is a non-negotiable for your BIS license.
Your BIS Product Manual (for IS 14543 or 13428) is your “bible.” It gives you a “Scheme of Inspection and Testing” (SIT). This is your minimum testing schedule.
First, your in-house lab must be equipped.
- Minimum Lab Equipment: Autoclave, Hot Air Oven, Incubator, Laminar Air Flow (for micro), Colony Counter, pH Meter, Turbidity Meter, TDS Meter, Spectrophotometer, and all necessary glassware, reagents, and micro-media.
Next, you must define your “Control Unit.” Per BIS, a control unit is “one day’s production” from a single processing line. Every test below is performed on each control unit.
Here is your “Genius” testing schedule, simplified.
1. DAILY (OR BATCH-WISE) IN-HOUSE TESTS
This is your front-line defense. These tests must be done on every single control unit (batch) before it is cleared for dispatch.
A) Physical & Chemical Tests (The “Senses”)
What to Test:
- Colour
- Odour
- Taste
- pH
- Turbidity (Cloudiness)
- Total Dissolved Solids (TDS)
Acceptance Criteria:
- Colour: Max 2 Hazen Units (must look clear)
- Odour/Taste: Must be “Agreeable”
- pH: 0 – 8.5 (for PDW), 6.5 – 8.5 (for PNMW)
- Turbidity: Max 2 NTU (must be crystal clear)
- TDS: Max 500 mg/l (for PDW), 150 – 700 mg/l (for PNMW)
B) Process Control Tests (The “Guardrails”)
What to Test:
- Residual Free Chlorine (for PDW only): You add chlorine to disinfect raw water. This test ensures you’ve removed it all before the RO.
- Chloride & Sulphate: (Key indicators of RO membrane health)
- Alkalinity:
Acceptance Criteria:
- Residual Chlorine: Max 0.2 mg/l (in final PDW). (Genius Advice: It should be zero after your carbon filter, before the RO.)
- Chloride: Max 200 mg/l
- Sulphate: Max 200 mg/l
C) Microbiological Tests (The “Life Check”)
This is the most critical daily test. You are testing for life.
What to Test:
- Total Coliforms
- E. coli
- Sulphite-reducing Anaerobes
- Pseudomonas aeruginosa
- Yeast & Mould
- Aerobic Microbial Count (Colony Count): (This is a 24/72-hour test)
Acceptance Criteria:
- ALL OF THEM (except Aerobic Count): ABSENT in 250ml (or 50ml for Sulphite-reducers). This is ZERO TOLERANCE.
- Aerobic Count: Max 100/ml at 22°C and 20/ml at 37°C90.
2. WEEKLY IN-HOUSE TESTS
These tests monitor the mineral balance and ensure your process is stable.
What to Test (for PDW):
- Nitrate & Nitrite
- Aluminium, Calcium, Magnesium, Sulphide
What to Test (for PNMW):
Nitrate & Nitrite, Calcium, Magnesium, Sulphide
Why: These are key components of your “re-mineralization” (for PDW) or your “natural” profile (for PNMW). Weekly checks ensure your “taste” is consistent. Nitrates/Nitrites are health indicators.
3. MONTHLY IN-HOUSE TESTS
These are the “undesirable” substances. You check these in-house if you have the equipment (like a spectrophotometer). If not, these are subcontracted monthly.
What to Test:
- Barium, Copper, Iron, Manganese, Zinc
- Phenolic Compounds, Mineral Oil, Anionic Surfactants
- Antimony, Borates
Why: These are contaminants that can come from the source water or (in the case of Antimony) leach from the PET bottle itself. Your monthly check verifies your whole system is pure.
Part 6: The “Gold Standard” – Your External Lab Schedule
No matter how good your in-house lab is, you are legally required to use an external, third-party NABL-accredited and BIS-recognized laboratory for the “heavy” tests.
This is your ultimate proof of compliance.

1. SIX-MONTHLY TESTS (Toxic Metals & More)
What to Test:
- Toxic “Heavy” Metals: Mercury, Cadmium, Arsenic, Lead, Chromium, Nickel
- Other Toxics: Cyanide, Selenium, Uranium
- Other Chemicals: Fluoride, Sodium, Bromates (a by-product of ozonation)
Why: These are slow-poison toxins. They require expensive, advanced machines (like an Atomic Absorption Spectrometer or ICP-MS) that are not in a normal in-house lab. This test is your shield against long-term health litigation.
2. YEARLY TESTS (Pesticides)
What to Test:
- Total Pesticide Residues
Why & Acceptance Criteria: This is the ultimate test of purity.
- For PDW (IS 14543): The limit is infinitesimally small: $0.0001~mg/l$ for any single pesticide and $0.0005~mg/l$ for the total of all pesticides.
- For PNMW (IS 13428): The limit is even stricter: “Below Detectable Limits“.
Genius’s Advice: Passing this test is a massive marketing win. You can (and should) advertise that your water is “Tested free from 20+ harmful pesticides.” This is how you beat local, non-compliant competition.
3. FIVE-YEARLY TESTS (Radioactivity)
What to Test:
- Alpha & Beta Emitters
Why: This is to ensure your groundwater source (borewell/spring) is not contaminated with naturally occurring radioactive materials (NORM).
4. CRITICAL: Your Packaging (IS 15410)
You don’t just test the water; you test the package. IS 15410 is the law for your bottles, jars, and caps.
What to Test: You must have a “Certificate of Conformity” from your bottle/cap supplier with every batch. If you don’t, you must send samples to an external lab.
Key Tests:
- Overall Migration: Tests if any chemical from the plastic “migrates” into the water.
- Colour Migration: Ensures the colour from your cap doesn’t bleed into the water.
- Specific Migration of Toxic Metals: Checks for antimony (a catalyst in PET) and other metals.
- Physical Tests: Drop Test, Leakage Test, Stack Load Test.
DTPPL Advantage: Our “Total Quality” Blow Molding machines are engineered to produce bottles that excel in these tests. Our uniform heating and precision molding create bottles with perfect plastic distribution-they are stronger, lighter, and safer, helping you pass IS 15410 with ease.
Part 7: “Red Alert!” – The Corrective Action Plan (What to Do When a Test Fails)
This is where your “Fear of Failure” is strongest. What happens when your daily micro-test turns positive?
This is not a “failure.” This is your system working. A “failure” is when you don’t catch it and ship it.
Here is your “Red Alert” plan. LAMINATE THIS.

Step 1. STOP. DO NOT SHIP.
- Immediately place the entire Control Unit (batch) on “HOLD”.
- Move it to a clearly marked “QUARANTINE” area.
- Do not release any product from this batch.
Step 2. CONTAIN.
- Was any of this batch accidentally shipped? If so, you must begin a product recall. This is a legal requirement.
Step 3. INVESTIGATE (The Root Cause Analysis).
If a MICROBIOLOGICAL test failed (E. coli, Coliforms):
- Immediate Check #1: Check your disinfection systems. Is the UV lamp on? (Our DTPPL panels have an indicator!). Is the Ozonator running? Are ozone levels correct?
- Immediate Check #2: Check your Personal Hygiene. Review CCTV. Did an operator sneeze? Did someone enter the filling room without washing hands?.
- Immediate Check #3: Check your CIP (Clean-in-Place). When was the last time the filler bowl, pipes, and nozzles were sanitized? Check the records.
- Immediate Check #4: Check your RO membranes and filters. A torn membrane can let bacteria through.
If a CHEMICAL test failed (e.g., TDS too high, pH off):
- Immediate Check #1: Check your RO plant. High TDS means your membranes are “fouled” or torn. Check the RO panel pressures and flow rates.
- Immediate Check #2 (for PDW): Check your mineral dosing pump. Is it working? Is the mineral solution empty?
- Immediate Check #3: Test your raw water. Did the source change suddenly?
If a CONTAINER test failed (e.g., bottle leaks):
- Immediate Check #1: Check your Blow Molding Machine. Are the oven temperatures correct?.
- Immediate Check #2: Check your Capper. Is the cap torque set correctly?.
Step 4. CORRECT.
- Fix the root cause you found.
- Examples: “Replace faulty UV lamp,” “Conduct emergency CIP of the entire line,” “Retrain all staff on hand-washing protocol,” “Reject entire supplier batch of 50,000 caps.”
Step 5. RE-TEST & RELEASE.
- You must prove the problem is fixed.
- As per BIS rules for a micro-failure, you must test the next two consecutive Control Units, and both must pass all microbiological tests before you can resume dispatch.
- For the failed batch: It must be REJECTED and disposed of. You cannot “re-work” it. Document its destruction.
Step 6. DOCUMENT.
- Write everything down in your QC log: The failure, the batch number, the root cause, the corrective action, and the “pass” results of the new batches. This log is your proof to BIS that your quality system works.
Part 8: The Human Element – How to Train Your Team for a “Quality-First” Culture
Your DTPPL machines are smart, but they aren’t “Genius.” Your people are your true quality guardians. This is how you solve your “No Operation Knowledge” pain point.
You must create a “Quality-First” culture.

1. Train “GMP” on Day 1
Before anyone touches a machine, they are trained in hygiene.
- The Message: “You are not working in a factory; you are working in a hospital. This water is for a human, a child, a patient. Our standard is perfection.”
- Visuals: Put up simple, graphical posters of “How to Wash Hands” (like the FSSAI poster) and “Uniform Rules” (head cap, no jewelry).
- Accountability: Make “hygiene” part of their job. The plant manager must correct any violation, every time.
2. Train Operators as “Owners”:
- The Message: “This is your machine. You are the ‘Genius’ of this station.”
- DTPPL’s Intensive Training: When our “Genius” engineer installs your plant, their main job is not just installation; it’s intensive training.
- We don’t leave until your operator can:
- Start and stop the entire plant.
- Read the HMI (touchscreen) and understand basic alarms127.
- Perform daily checks (like checking ozone levels or UV lights).
- Load preforms, film, and caps correctly.
- Perform a simple “Changeover” (e.g., from 500ml to 1L bottle).
- Perform basic daily maintenance.
3. Train Your QC Lab Staff as “Detectives”:
- Your lab technician is your most important employee.
- They must be trained perfectly in the standard test methods (IS 3025, IS 1622).
- They must understand how to calibrate their equipment (pH meter, etc.).
- Above all, they must be trained to be obsessive about record-keeping. An “un-logged” test is a “failed” test.
Part 9: The “Autopilot” System – Running a Quality Plant Without Living There
As the business owner, your job is not to be in the business; it’s to work on the business (sales, marketing, expansion). You can’t do that if you’re stuck in the lab.
You need a system that runs on autopilot.
1. The “Single-Sheet” Daily Report:
- Your QC tech and your plant manager must fill out a single-page report for you at the end of every day.
- It contains:
- Control Unit (Batch) No: _____
- Total Bottles Produced: _____
- All Daily QC Tests: PASS / FAIL (A simple checklist)
- All Micro Tests: PASS / FAIL
- Down-time: ____ minutes
- Reason for Down-time: _____
- This takes you 5 minutes to read. If you see a “FAIL,” you know to execute the “Red Alert” plan. If you see “PASS,” you can sleep soundly.
2. Laminated SOPs (Standard Operating Procedures):
- Turn this blog into checklists. Create a laminated, step-by-step, picture-based guide for everything and zip-tie it to the machine.
- “Daily Start-Up Checklist” (10 steps)
- “Daily Shut-Down Checklist” (8 steps)
- “CIP (Cleaning) Procedure” (15 steps)
- “How to Test pH” (5 steps)
- This empowers your team. They don’t have to “remember”; they just have to follow the system.
3. Let Your DTPPL Machines Do the Work:
- This is the real secret to automation. You invested in “Genius” engineering, so use it.
- Our RO plants have automatic flushing cycles. Your operator doesn’t have to remember; the machine does it.
- Our panels have interlocks. The filler cannot start if the UV lamp is off. The High-Pressure Pump cannot run dry if the water level is low.
- Our Filling Machines have “No Bottle – No Rinse – No Fill” logic.
- The DTPPL TQA is your built-in, 24/7, automated Quality Assurance manager. It prevents failures before they happen.
Part 10: The DTPPL Advantage (Part I) – How Our Machine Quality Guarantees Your Product Quality
Here is a hard truth from 30 years in the field: You cannot produce high-quality water from a low-quality machine.
A cheap, leaking, rust-prone machine will produce contaminated water. It’s not “if,” it’s “when.”
Your entire “Genius” Blueprint for QC/QA is easy to achieve when your foundation is a DTPPL machine. Here’s how our TQA directly helps you pass your TQA.

You Need: A Hygienic, Bacteria-Free Plant.
- DTPPL Delivers: We don’t use cheap SS 202 steel that looks shiny but rusts in 6 months. We mandate SS 304 and SS 316L for all water-contact parts. We prove it with our own X-Ray (XRF) analyzers.
- DTPPL Delivers: We mandate TIG (Argon) Welding on all hygienic pipes. This creates a perfectly smooth, “sanitary” weld bead with no microscopic crevices for bacteria to hide in. A cheap machine with rough “arc” welds is a bacteria hotel.
You Need: To Pass All Microbiological Tests.
- DTPPL Delivers: Our TQA process includes sourcing and verifying genuine, world-class disinfection systems. We test our UV lamps for their exact light intensity (microwatt-seconds). We test our Ozonators for their exact output (grams/hour). You get the 99.99% sterilization you pay for, guaranteeing your micro tests will pass.
You Need: Consistent Taste & TDS.
- DTPPL Delivers: We are an authorized partner for global RO membrane leaders like DuPont, LG, and Hydranautics. We check every membrane’s serial number to guarantee it’s authentic. This ensures you get the 98-99% salt rejection we promise, giving you a stable, pure base for your mineral dosing.
You Need: A Reliable “Autopilot” System.
- DTPPL Delivers: We only use world-class, globally reliable brands for our “brains” (PLCs) and “nerves” (sensors)-Siemens, Schneider Electric, Festo. Our panels are built in-house, with every wire labeled. This is why our machines run 24/7 without the “mystery glitches” that plague cheap competitors.
You Need: To Pass Container Tests (IS 15410).
- DTPPL Delivers: Our Blow Molding machines have thermal-mapped ovens with uniform heating. This gives you a stronger bottle that passes the Drop Test. Our precision-locking capper heads give a perfect seal, passing the Leakage Test.
The Ultimate Guarantee: Our FAT (Factory Acceptance Test).
- Before your machine ever leaves our factory, we put it through hell. We assemble it, and we run it for 48-72 hours straight.
- We test everything: Every pump, every sensor, every interlock. We run it at full pressure to find every single leak. We fix it on our floor, so it never fails on yours.
- This DTPPL process is your number one insurance policy against failure.
Read Our Article: Mineral Water Plant Project Cost in India - An Overview
Part 11: The DTPPL Advantage (Part II) – How Our “Genius” Guidance Guarantees Your Success
A machine is a tool. But as a new entrepreneur, you have pain points beyond the machine.
“How do I get my ISI License?” “How do I design my plant?” “How do I find good suppliers?” “How do I build my brand?”
When you partner with DTPPL, you are not just buying a machine. You are buying our 30+ years of experience. You are buying our 2500+ global success stories.
This is the final, and most valuable, part of our Total Quality Assurance.
- Guidance on BIS/ISI License: This is your biggest hurdle. It can be a nightmare of documentation. We are “Genius” at this. We’ve done it thousands of times. We provide you with the entire documentation package-the machine drawings, the component test certificates, and the full QC/QA plan (this blog!). We design your plant to meet BIS requirements from day one. We hold your hand until you get that license.
- Guidance on Plant Design & GMP: You give us your empty building. We give you back a complete 3D and 2D-CAD layout, designed by experts to meet all FSSAI and GMP guidelines. We ensure the one-way flow, the separated zones, and the hygiene “fortress” are built-in from the start.
- Intensive, On-Site Training: We already discussed this, but it must be repeated. Our engineers transfer their knowledge to you. We don’t leave until your team is confident. This solves your “No Operation Knowledge” pain point completely.
- Total Project Support: Your partnership with DTPPL is for life. We provide you with our “Genius” list of trusted raw material suppliers (for bottles, caps, minerals, and film). We provide you with guidance on brand building and marketing.
Reverse Osmosis Plant Stainless Steel
Capacity: 1000 LPH to 50,000 LPH
(USD 4500 to USD 10700)
Conclusion: Stop Buying a Machine. Start Building Your Empire.
You started this journey with a dream and a fear.
My blueprint was designed to give you the system to achieve your dream and the knowledge to destroy your fear.
You now know more about water quality than 99% of your future competitors.
You know the “why” (profit, brand, compliance).
You know the “what” (IS 14543, IS 10500, FSSAI).
You know the “how” (Daily, Weekly, Monthly tests).
You know the “what if” (the “Red Alert” corrective action plan).
And you know the “who” (DTPPL, your partner).
Your brand is a promise of quality. Your DTPPL plant is the engine that keeps that promise.
We have obsessed over every weld, every line of code , and every 72-hour torture test so that you don’t have to. You are free to do your job: build your brand, manage your team, and sell your water.
Don’t let your dream be a gamble. Don’t let your “Fear of Failure” win. Build your “Ever Green Business” on a foundation of “Zero-Defect” quality.
That foundation starts with one call.
![]()
Ready to Build Your “Genius” Quality Plant?
You’ve read the playbook. Now, let’s design your game plan.
Your new business deserves a foundation of certainty. If you’re ready to partner with a company that obsesses over quality so you can focus on profit, my team is ready.
Contact DTPPL today for a free, no-obligation project consultation.
We won’t just send you a quote. We will analyze your raw water report, design your entire plant layout, and build your complete “Genius” blueprint for success.
[Click Here to Schedule Your Free Consultation with a DTPPL Project “Genius”]
Client Review
“Dharmanan company provides a best quality of minral waters plants machine and service.”
– Kirk Michie
FAQs About Packaged Drinking Water & Mineral Water Plant
1. What is the main difference between Quality Control (QC) and Quality Assurance (QA) in a water bottling plant?
QC focuses on testing the product (daily, weekly, monthly tests on water quality), while QA focuses on building the system that prevents failures (GMP, plant layout, SOPs, hygiene, documentation, preventive maintenance). QC ensures your water meets IS 14543/IS 13428 standards; QA ensures your process always produces compliant water.
2. Why is raw water testing (IS 10500) essential before setting up a packaged drinking water plant?
Raw water testing identifies physical, chemical, toxic, and microbiological parameters. These values determine the exact design of your RO system, filtration stages, disinfection barriers, and mineral dosing. Without a raw water test, you risk plant failure, membrane damage, frequent breakdowns, and BIS license rejection.
3. What are the mandatory daily in-house tests for a packaged drinking water plant?
Daily QC includes testing pH, TDS, turbidity, colour, odour, taste, residual chlorine, chloride, sulphate, and complete microbiological analysis (E. coli, coliforms, yeast & mould, Pseudomonas, sulphite reducers). Each batch (control unit) must pass all tests before dispatch. Micro tests have zero-tolerance limits.
4. Why do BIS and FSSAI require external lab testing even if in-house tests are done?
External NABL-accredited labs perform advanced tests (heavy metals, pesticides, radioactivity, migration tests) that require high-end instruments like ICP-MS. These tests verify long-term safety, ensure compliance, and provide independent proof for BIS audits and brand credibility.
5. What should a water plant do if any test fails during QC?
Immediately place the affected batch on HOLD, move it to Quarantine, stop dispatch, and begin root-cause analysis. Check disinfection systems (UV, ozone, chlorination), sanitation, membrane performance, and operator hygiene. Corrective action must be documented, and the batch can only be released after re-testing and passing all standards.
Our associates




















































Director – Global Marketing and Sales
Mr. Bhavesh from Dharmanandan Techno Projects Pvt. Ltd. has played a pivotal role in elevating the DTPPL brand to the global stage, leveraging his exceptional expertise in marketing and communications. He is committed to helping clients achieve significant growth while strengthening their own brands. Dharmanandan Techno Projects Pvt. Ltd. is a leading manufacturer and supplier of water purification systems and turnkey solutions for mineral water plants. With years of experience in designing and delivering high-quality water treatment solutions, the company provides end-to-end services, including system design, installation, maintenance, and ongoing support. Specializing in scalable and customizable water plants, DTPPL has successfully served industries worldwide, ensuring clean and safe drinking water across diverse applications.