



Listening Article
Table of Contents
80 JPH to 600 JPH Jar Filling Machine
October 31, 2025
Objective
Explain how to plan, specify and operate production lines in the 80-600 jars-per-hour range, detailing the roles of Automatic Jar Filling Machine configurations (200, 300, 400, 600 JPH), Semi Automatic Jar Filling Machine options (80-100 JPH) and the integration of upstream Jar Washing Machine / JAR Rinsing Machine and downstream Jar Capping Machine systems. The article clarifies metering principles, changeover, sanitation, control logic and throughput calculations so engineers can select a right-sized solution.
Introduction
“Jars per hour” (JPH) is a practical capacity metric that ties equipment selection directly to output targets. Whether a site runs boutique lines at 80-100 JPH or continuous packaging at 200-600 JPH, the architecture of the filling block, the metering technology and the handling of pre- and post-fill operations determine real-world performance. In this guide, the 80-600 JPH envelope is mapped to concrete machine classes: Semi Automatic Jar Filling Machine concepts at the lower range and fully Automatic Jar Filling Machine platforms at 200-600 JPH. The discussion stays technical and evergreen – metering physics, control loops, container handling, sanitation and synchronization – so choices can be justified regardless of product category.

What Defines The 80-600 JPH Jar Filling Machine?
At a high level, JPH equals net cycle rate multiplied by lanes (or heads), corrected for changeovers, rejects and micro-stops. For single-head semi-automatic configurations, 80-100 JPH is common because the operator performs multiple steps (present jar, trigger fill, move to capper) and fill valves may be conservative for splash control. For rotary or indexed automatic carousels with multiple heads, 200-600 JPH is achievable as synchronization and continuous motion reduce dead time. Engineers may run Monte Carlo style calculations or use historical OEE to validate a target before committing to a class of jar filling machines.
Metering Choices Scale From 80 JPH To 600 JPH:
Metering is the core of accuracy and speed and three families dominate across this range:
- Volumetric piston: Positive displacement by a cylinder; highly repeatable for medium-to-high viscosity products. At higher JPH, multi-head arrays or rotary pistons keep cycle times short.
- Mass flow (Coriolis or EMF with density compensation): Suited to liquids with stable conductivity/density; rapid valve actuation and recipe-driven setpoints support 200-600 JPH.
- Net weigh: Jar sits on a load cell; the system closes the valve based on dynamic weight curves. It may be slower per head but scales with parallel heads.
Selection can (and should) account for viscosity range, foaming tendencies, temperature drift, required accuracy (% of nominal) and cleanability. At 600 JPH, short valve response times, anti-drip nozzles and profile filling (fast/slow stages) stabilize fill levels without splashing.
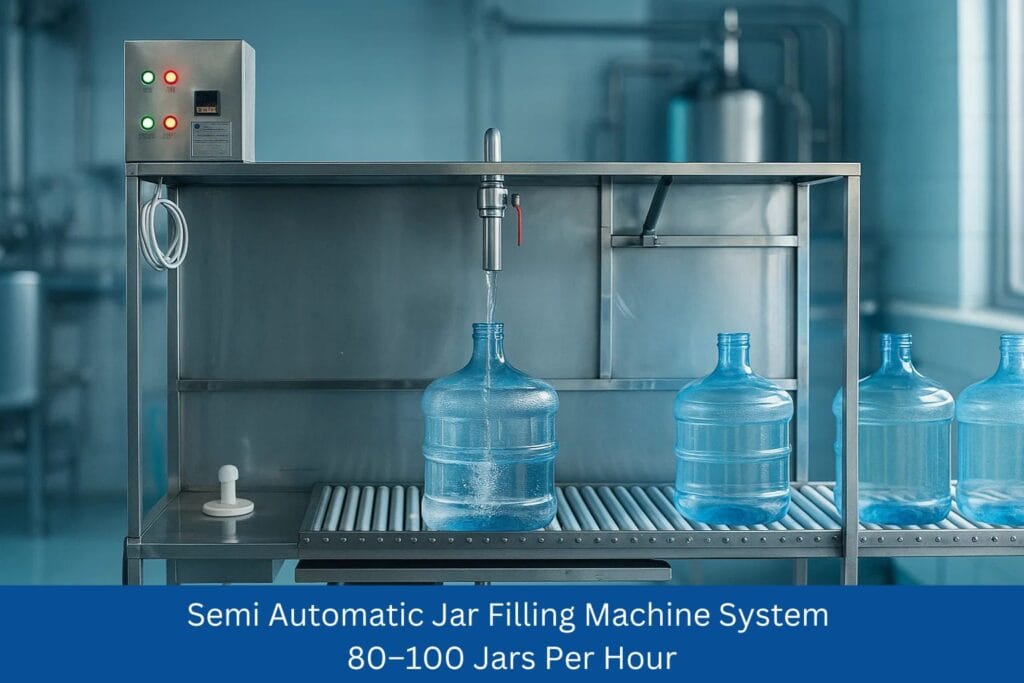
Semi Automatic Jar Filling Machine Systems (80-100 JPH) Fits:
Semi Automatic Jar Filling Machine platforms typically cover 80-100 JPH with one or two fill heads. Characteristics include:
- Manual handling: An operator places an empty jar, initiates the cycle and transfers it to the next station.
- Metering: Often piston or weigh-based for versatility; recipes may adjust stroke volume or target mass.
- Footprint and utilities: Compact frames, simple conveyors or slide tables and pragmatic CIP/SIP options.
- Changeover: Tool-less guides and quick-recipe switchovers allow frequent SKU rotation.
- Quality control: Basic sensors (no-jar/no-fill, drip trays) and optional checkweighing.
This tier may be ideal for pilot production, seasonal SKUs or viscous products where filling accuracy is prioritized over speed. It can integrate upstream rinsing through a benchtop JAR Rinsing Machine and downstream manual or semi-automatic Jar Capping Machine.

Automatic Jar Filling Machine Lines Configured At 200-600 JPH:
The Automatic Jar Filling Machine category scales by adding heads, moving from intermittent indexers to continuous rotary carousels and tightening synchronization:
- 200 JPH: Intermittent motion, 2-4 heads, moderate acceleration profiles. Good for small-to-mid volumes or products that need longer settle times.
- 300 JPH: 4-6 heads, improved servo motion control, automatic infeed spacing and recipe-controlled valve curves.
- 400 JPH: 6-8 heads, continuous star-wheel handling, paired with a high-throughput Jar Washing Machine or JAR Rinsing Machine to keep the filler supplied.
- 600 JPH: 8-12 heads on a rotary turret, synchronized star wheels, fully integrated inspection and high-speed cap application after fill.
Across these, designers employ anti-foam fill profiles, bottom-up or subsurface nozzles for frothy products, drip-proof shutoff and vacuum/pressure assist where necessary. The control layer (PLC + HMI) maintains head-to-head repeatability through servo tuning and recipe-based setpoints.
Jar Washing Machine/JAR Rinsing Machine Blocks Play at Higher JPH:
At elevated speeds, upstream hygiene and flow discipline matter. A Jar Washing Machine or JAR Rinsing Machine:
- Aligns, inverts (if required) and rinses with air, sterile water or media specified by the process.
- Uses gripper or pocket conveyors to maintain pitch and prevent scuffing.
- Drains and dries (air knives or vacuum) to remove residual droplets that may affect label adhesion or cap torque.
For 200-600 JPH, the rinser timing and accumulation must match filler takt time. Buffer tables may decouple short stops so rinsed inventory is always available without starving the filler.
Jar Capping Machine Synchronizes After Filling:
Downstream of the filler, the Jar Capping Machine manages torque, seal integrity and alignment:
- Cap feeding: Bowl or belt feeders orient caps; vision may verify liner presence.
- Application: Single or multi-head torque systems (magnetic or servo) apply programmable torque curves.
- Verification: Optional torque monitoring and cap presence sensors trigger rejects.
- Throughput: The capper’s nominal CPM must exceed the filler’s by a margin so it never becomes the bottleneck; accumulation between blocks absorbs micro-variations.
Proper capper synchronization preserves the filler’s set pace, ensuring the combined line actually reaches 200, 300, 400 or 600 JPH instead of oscillating.
Container Handling and Changeover Practices Keep JPH Stable:
Stable JPH depends on minimizing disturbances during changeover:
- Guides and star wheels: Scaled to jar diameter/height; quick-change parts with positive locating pins reduce alignment time.
- Nozzle-to-finish distance: Stored per-SKU; servo Z-axes may track jar height and neck geometry.
- Recipe-driven fillers: Fill volumes, acceleration ramps and valve profiles load instantly; operators confirm via guided checklists.
- Infeed discipline: Timing screws and sensors maintain consistent pitch; back-pressure is controlled to prevent jams.
Well-documented recipes and encoded axes can reduce operator variability and keep first-article jars within spec after changeover.
Sanitation and Cleanability Impact Uptime In All JPH Ranges:
Whether 80 or 600 JPH, sanitary design directly affects uptime:
- Hygienic materials and finishes: Stainless steel contact parts with smooth finishes reduce biofilm risk.
- CIP/SIP compatibility: Automated cycles (pre-rinse, caustic, intermediate rinse, sanitizing) may run between SKUs; valves and flowmeters are selected for cleanability.
- Drainability and dead-leg control: Pitched lines and minimized pockets prevent residue accumulation.
- Nozzle hygiene: External rinse/drip trays and purge cycles prevent crusting that could distort fill patterns.
Clean design can shorten sanitation windows, protecting JPH averages across shifts.
Jar Filling Machine: Control Systems and Inline Inspection Sustain Accuracy at Higher Speeds:
Modern fill blocks rely on sensors and feedback:
- No-jar/no-fill and anti-drip: Prevent mess and misfills.
- Dynamic weighing (on test intervals): Confirms mass accuracy; the filler may auto-trim setpoints within tolerance.
- Level detection (where applicable): Vision or capacitive sensing flags under/overfills.
- Event logging & OEE: Alarms, batch data and downtime reasons inform continuous improvement.
- Line coordination: The filler, rinser and capper share a virtual line shaft so accelerations/decelerations stay synchronized.
These controls may adapt to viscosity shifts and temperature changes, keeping accuracy inside spec without manual intervention.
Summary Tables: Indicative Alignment of Configurations
| Target JPH | Line Type | Metering (typical) | Heads | Handling | Upstream/Downstream |
| 80-100 | Semi Automatic Jar Filling Machine | Piston or net weigh | 1-2 | Manual load/unload, simple indexing | Benchtop JAR Rinsing Machine, manual Jar Capping Machine |
| 200 | Automatic Jar Filling Machine | Mass flow / piston | 2-4 | Indexed star wheels | Inline Jar Washing Machine, automatic capper |
| 300 | Automatic Jar Filling Machine | Mass flow / piston | 4-6 | Indexed or rotary | Rinser + accumulation, auto capper |
| 400 | Automatic Jar Filling Machine | Mass flow (profiled) | 6-8 | Rotary carousel | High-speed rinser, torque-monitored capper |
| 600 | Automatic Jar Filling Machine | Mass flow / multi-piston | 8-12 | Rotary + synchronized star wheels | High-throughput Jar Washing Machine=, vision, checkweigh, high-speed capper |
![]()
Conclusion
Specifying a line for 80-600 jars per hour is an engineering task that blends metering physics, hygienic design and motion control. For 80-100 JPH, a Semi Automatic Jar Filling Machine can prioritize versatility and low setup overhead while still holding tight tolerances. At 200-600 JPH, a fully Automatic Jar Filling Machine integrates multi-head metering, star-wheel handling, synchronized upstream and downstream Jar Filling Machine, all coordinated by recipe-driven control. Across the range, stable throughput comes from disciplined container handling, well-chosen fill valves, cleanability by design and feedback control that adapts to material and environmental variation.

Director – Global Marketing and Sales
Mr. Bhavesh from Dharmanandan Techno Projects Pvt. Ltd. has played a pivotal role in elevating the DTPPL brand to the global stage, leveraging his exceptional expertise in marketing and communications. He is committed to helping clients achieve significant growth while strengthening their own brands. Dharmanandan Techno Projects Pvt. Ltd. is a leading manufacturer and supplier of water purification systems and turnkey solutions for mineral water plants. With years of experience in designing and delivering high-quality water treatment solutions, the company provides end-to-end services, including system design, installation, maintenance, and ongoing support. Specializing in scalable and customizable water plants, DTPPL has successfully served industries worldwide, ensuring clean and safe drinking water across diverse applications.